
8-900-374-94-44

Катод (от греч. κάθοδος — ход вниз; возвращение) — электрод некоторого прибора, присоединённый к отрицательному полюсу источника тока.
Содержание
|
В электрохимии катод — электрод, на котором происходят реакции восстановления. Например, при электролитическом рафинировании металлов (меди, никеля и пр.) на катоде осаждается очищенный металл.
В вакуумных электронных приборах катод — электрод, который является источником свободных электронов, обычно вследствие термоэлектронной эмиссии. В электронно-лучевых приборах катод входит в состав электронной пушки.
Электрод полупроводникового прибора (диода, тиристора), подключённый к отрицательному полюсу источника тока, когда прибор открыт (то есть имеет маленькое сопротивление), называют катодом, подключённый к положительному полюсу — анодом.
В литературе встречается различное обозначение знака катода — «-» или «+», что определяется, в частности, особенностями рассматриваемых процессов.
В электрохимии принято считать, что катод — электрод, на котором происходит процесс восстановления, а анод — тот, где протекает процесс окисления[1][2]. При работе электролизера (например, при рафинировании меди) внешний источник тока обеспечивает на одном из электродов избыток электронов (отрицательный заряд), здесь происходит восстановление металла, это катод. На другом электроде обеспечивается недостаток электронов и окисление металла, это анод.
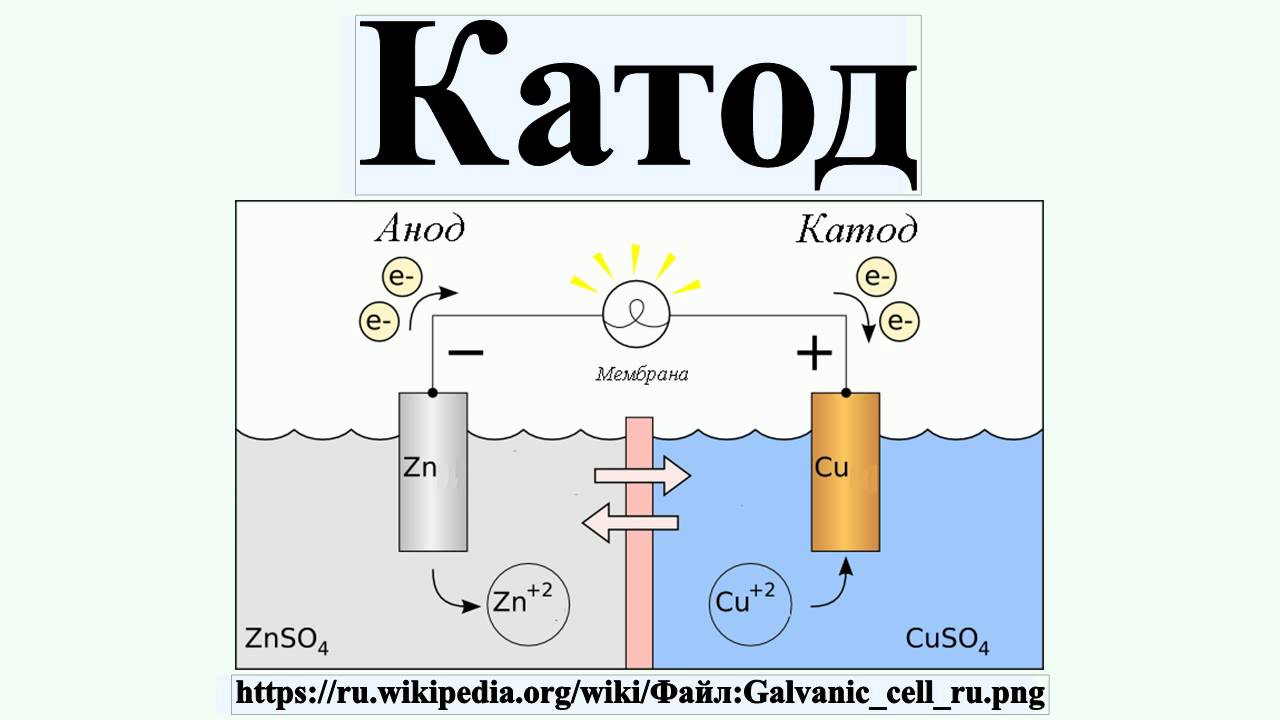
В то же время при работе гальванического элемента (к примеру, медно-цинкового), избыток электронов (и отрицательный заряд) на одном из электродов обеспечивается не внешним источником тока, а собственно реакцией окисления металла (растворения цинка), то есть здесь отрицательным, если следовать приведённому определению, будет уже анод. Электроны, проходя через внешнюю цепь, расходуются на протекание реакции восстановления (меди), то есть катодом будет являться положительный электрод. Так, на приведённой иллюстрации изображён обозначенный знаком «+» катод гальванического элемента, на котором происходит восстановление меди.
В соответствии с таким толкованием, для аккумулятора знак анода и катода меняется в зависимости от направления протекания тока. [2][3][4].
В электротехнике катод — отрицательный электрод, ток течет от анода к катоду, электроны, соответственно, наоборот.
 И. Теоретическая электрохимия : Учеб. для хим.-технолог. спец. вузов. — 4-е изд., перераб. и доп. — М. : Высш. шк., 1984. — С. 13.
И. Теоретическая электрохимия : Учеб. для хим.-технолог. спец. вузов. — 4-е изд., перераб. и доп. — М. : Высш. шк., 1984. — С. 13.Главная \ Никель \ Катоды
Никелевые катоды Н1
Ищете, где купить никелевые катоды Н1? Наша компания ООО “Ависта СПб” рада предложить Вам данную продукцию, которая всегда в наличии на нашем складе! Никелевый катод – это базовый материал, который применяют при производстве нержавеющей стали, для нанесения антикоррозийного покрытия на разнообразные детали в электронике и машиностроении. Никелевые катоды марки Н1 содержат не менее 99,5% никеля и кобальта (по ГОСТ 492-2006).
Оформляйте заявку прямо сейчас, обращайтесь к нашим менеджерам по тел:(812) 416-40-50, 416-40-49 и быстро получите наше коммерческое предложение или счет. Мы сразу отгрузим необходимое Вам количество никелевых катодов с нашего склада после поступления оплаты на наш счет.
Если вы из другого города, мы сдадим Ваши катоды в надежную транспортную компанию, и они быстро поступят к Вам на производство.
Тел./факс: (812) 416-40-50 (812) 416-40-49 ЗВОНИТЕ ПРЯМО СЕЙЧАС! E-mail для Ваших заявок: avistayana@mail.
Никелевые аноды и катоды (листы) Анод — положительный электрод источника электрического тока, катод — отрицательный электрод источника тока. Никелевые аноды и катоды представляют из себя листы, производящиеся по утвержденным стандартам и технологическим условиям. Размеры листов колеблются:
Производятся листы мерной (кратной 100 мм.) и немерной длины. Обычно их производят из никеля марок НП1, НП2, НП3 и НП4 по ГОСТ 492-73. Свойства никелевых анодов и катодов (листов) напрямую зависят от содержания инородных примесей. Основным методом очистки никеля является электрорафинирование. Никелевый лист, подвергающийся очистке, размещают в растворе электролита (химический состав — сульфата никеля с серной кислотой), и подключают к электроцепи в положении анода. На катоде (обычно используются тонкие листы чистого никеля) выделяется чистый металл. Кроме того, около анода выделяется «анодный шлам» — черный порошок, состоящий приблизительно на 60% из металлов платиновой группы. Шлам разделяют на отдельные чистые химические элементы, и их стоимость окупает расходы на весь процесс электрорафинирования. Никелевые аноды подвержены пассивации. Под пассивацией понимается тонкая пленка с высоким сопротивлением, образующаяся на поверхности анодного листа — она формируется в результате взаимодействия электролита.
|
CAID занимают первое место по электрической эффективности и ремонтопригодности, и во всем мире их эксплуатируется более 1,5 миллионов.
Конструкция сплошного медного стержня со сварным швом из разнородного металла обеспечивает максимальную эффективность тока. Поскольку плотность тока доведена до максимума, проводимость стержня при более высоких температурах может стать проблемой. Твердые медные стержни ETP сохраняют свое низкое сопротивление в широком диапазоне температур, поэтому выдерживают более высокие силы тока без перегрева.
I-TACC-XL (улучшенный катод CAID с увеличенным сроком службы) демонстрирует заметное улучшение характеристик жизненного цикла при сохранении характеристик эффективности и ремонтопригодности, которыми известен катод CAID.
Катод CAID Преимущества: д.
д.Наше современное предприятие по ремонту электродов имеет более 100 000 квадратных футов производственных площадей, расположенных на девяти акрах земли, 50 000 квадратных футов предназначены для производства новых катодов и ремонта катодов.
CAID может помочь вам в создании программы технического обслуживания катода, которая обеспечит максимальный срок службы, максимальную эффективность по току и максимальную рентабельность инвестиций от покупки катода.
Все поступающие катоды очищаются паром и подлежат ремонту.
Высокоточное выравнивание по последнему слову техники для восстановления параметров катода/анода, как у нового.
КомпонентыКоллекторы, пластины из нержавеющей стали или титана выпрямляются гидравлически.
СваркаПолная сварка, выполненная сертифицированными CAID сварщиками и проверенная сертифицированными инспекторами по неразрушающему контролю уровня II.
Инспекторы используют нашу металлургическую лабораторию на месте и анализ микрошлифов, чтобы гарантировать высочайшее качество продукции в отрасли.
НаплавкаПоверхности катодных пластин дорабатываются в соответствии с отраслевыми стандартами с использованием самых современных систем полировки.
Зачистка кромок Компания CAID может предоставить и установить все типы необходимых в отрасли кромок.
Готовый катод упакован в ящики или установлен в вертикальном положении для предотвращения повреждений при транспортировке по всему миру.
ДЛЯ ДОПОЛНИТЕЛЬНОЙ ИНФОРМАЦИИ, СВЯЖИТЕСЬ С НАМИ СЕГОДНЯ. КОНТАКТЫКатод торговой марки SPI Supplies®, 60 % золота/40 % Pd, диаметр 57 мм x 10 мил для устройств для нанесения покрытий SPI-Module™
Катоды из драгоценных металлов SPI Supplies изготавливаются не только для большой установленной по всему миру установки для напыления SPI-MODULE™, но и для приборов других производителей. Во многих случаях сменные катоды SPI имеют большую толщину, чем те, которые поставляются первоначальным производителем. Например, эквивалент SPI иногда имеет толщину 10 мил, но первоначальный производитель поставляет практически по той же цене катод толщиной всего 3 или 5 мил! Во времена резких колебаний цен на драгоценные металлы мы гарантируем точность цен на веб-сайте в пределах 5%. Чтобы получить абсолютно актуальные цены, спросите нас. Убедитесь, что вы знаете об относительных компромиссах между различными металлами, потому что то, что вы «использовали в течение многих лет», не обязательно было лучшим выбором.
Например, эквивалент SPI иногда имеет толщину 10 мил, но первоначальный производитель поставляет практически по той же цене катод толщиной всего 3 или 5 мил! Во времена резких колебаний цен на драгоценные металлы мы гарантируем точность цен на веб-сайте в пределах 5%. Чтобы получить абсолютно актуальные цены, спросите нас. Убедитесь, что вы знаете об относительных компромиссах между различными металлами, потому что то, что вы «использовали в течение многих лет», не обязательно было лучшим выбором.
Чистота также очень важна при покупке катода из драгоценного металла. Стоимость очистки не является незначительной, и, как правило, чем выше чистота, тем выше стоимость. Сменные катоды от SPI Supplies, как правило, имеют наивысшую чистоту, которую можно изготовить (например, для золота она лучше 0,9999). Конечно, можно сделать лучше, но «отдача» по отношению к стоимости, как правило, не оправдана. Более высокая чистота была бы сродни использованию кувалды для забивания канцелярской кнопки! Следует убедиться, что они не экономят на чистоте и не покупают катоды из источников, предлагающих более низкую чистоту, в противном случае часто возникают непредвиденные проблемы.
Предостережение:
В основном существует два типа крепления катода: один включает в себя какой-то физический фиксирующий механизм, а другой включает «приклеивание» золотого катода с серебряной эпоксидной смолой к головке катода. . При заказе такого катода, то есть такого, который необходимо приклеить на место, обязательно закажите также упаковку серебряной эпоксидной смолы SPI #05067-AB. Затем ознакомьтесь с простыми инструкциями по креплению катода к распылительной головке. Нанесение серебряной эпоксидной смолы можно облегчить с помощью блендера для серебряной эпоксидной смолы.
Примечание о свойствах драгоценных металлов:
Хотя драгоценные металлы находятся в одном и том же месте Периодической таблицы элементов, все они обладают собственным уникальным набором свойств.
Доступны иридиевые катоды:
Изготовление катодов из иридия сопряжено с некоторыми уникальными проблемами, поэтому иридиевые катоды не встречаются в обычных местах, где покупаются катоды для напыления.
 Также никелевым катодам находят применение во многих других сферах.
Также никелевым катодам находят применение во многих других сферах. ru
ru  Для продукции специального назначения используют никелевый лист, изготовленный из никеля марки НП1, содержание никеля в котором должно быть не менее 99,9%. В областях машино- и приборостроения используются, как правило, никелевые аноды и катоды
Для продукции специального назначения используют никелевый лист, изготовленный из никеля марки НП1, содержание никеля в котором должно быть не менее 99,9%. В областях машино- и приборостроения используются, как правило, никелевые аноды и катоды Наиболее ухудшающими технологические и механические характиристики являются включения серы, сурьмы, цинка, свинца и висмута. Сера опасна тем, что образует сульфидную пленку, которая легко плавится при температуре около 645 °С и вызывает горячеломкость листа.
Наиболее ухудшающими технологические и механические характиристики являются включения серы, сурьмы, цинка, свинца и висмута. Сера опасна тем, что образует сульфидную пленку, которая легко плавится при температуре около 645 °С и вызывает горячеломкость листа.