
8-900-374-94-44

Медные луженые шины применяются преимущественно при изготовлении оборудования повышенной надежности, эксплуатация которого предусмотрена в тяжелых климатических условиях, в агрессивных промышленных средах, в условиях повышенной влажности и воздействия морского воздуха. Медные луженые шины можно соединять с алюминиевыми проводниками без дополнительных элементов соединения.
Лужение – это нанесение тонного слоя олова или его сплава на поверхность металлического изделия. Специалисты этот слой называют полудой. Рассмотрим технологии оловянирования (лужения) медных шин и преимущества луженых шин перед обычными медными шинами.
Основные способы лужения (оловянирования)
Существуют три метода нанесения защитного покрытия:
Горячее лужение считается классическим способом, поскольку именно с него начиналось развитие технологии. В зависимости от условий выполнения работ защитный слой может быть нанесен двумя методами:
В зависимости от условий выполнения работ защитный слой может быть нанесен двумя методами:
Горячий способ лужения отличается своей простотой. Для выполнения работ не нужно приобретать специального инструмента или обладать профессиональными знаниями. Основной недостаток – неравномерное покрытие заготовки. Это справедливо как для погружения, так и для растирания. Особенно ярко он проявляется при обработке деталей со сложной криволинейной поверхностью. Кроме того, данный способ особенно требователен к чистоте рабочего сплава. Чужеродные элементы, попадающие в рабочую смесь, удалить практически невозможно.
Химическое лужение или контактное осаждение применяется при производстве печатных плат. Процесс является контактным и основан на осаждении олова из раствора его комплексной соли за счет разности потенциалов, возникающей между медью и оловом. Толщина получаемого покрытия около 1 мкм. При этом не требуется контролировать время нанесения покрытия. Детали загружаются в раствор с помощью корзинок из латунной сетки. В процессе покрытия необходимо детали встряхивать. Раствор химического оловянирования является раствором разового действия, 1 л раствора рассчитан на покрытие поверхности в 5 дм2. Скорость осаждения олова снижается по мере перекрытия медной основы, пока процесс не прекратиться полностью. Толщина осадка определяется составом раствора и режимом процесса и должна быть практически одинаковой на всех участках, контактирующих с раствором. Недостатком контактного метода нанесения оловянного покрытия является малая толщина покрытия. Нанесение оловянного покрытия на медные проводники печатных схем дает возможность производить пайку некоррозионными флюсами, а также повысить качество плат за счет устранения перегрева при пайке.
Процесс является контактным и основан на осаждении олова из раствора его комплексной соли за счет разности потенциалов, возникающей между медью и оловом. Толщина получаемого покрытия около 1 мкм. При этом не требуется контролировать время нанесения покрытия. Детали загружаются в раствор с помощью корзинок из латунной сетки. В процессе покрытия необходимо детали встряхивать. Раствор химического оловянирования является раствором разового действия, 1 л раствора рассчитан на покрытие поверхности в 5 дм2. Скорость осаждения олова снижается по мере перекрытия медной основы, пока процесс не прекратиться полностью. Толщина осадка определяется составом раствора и режимом процесса и должна быть практически одинаковой на всех участках, контактирующих с раствором. Недостатком контактного метода нанесения оловянного покрытия является малая толщина покрытия. Нанесение оловянного покрытия на медные проводники печатных схем дает возможность производить пайку некоррозионными флюсами, а также повысить качество плат за счет устранения перегрева при пайке.
Гальваническое лужение – современный способ нанесения покрытия, когда в ходе протекания электрохимической реакции, ионы меди на поверхности замещаются ионами олова из оловосодержащего раствора. Только электрохимический способ позволяет получить покрытие заданной толщины практически на любом металле.
Гальванические покрытия требовательны к подготовке поверхностей. Перед началом работ требуется провести тщательную очистку и обезжиривание деталей. Качество подготовки поверхности детали к лужению определяет прочность ее сцепления с покрытием. Для оловянирования медных деталей и шин применяется травление подогретым 20-30% раствором серной кислоты. Продолжительность травления 20-30 мин. Затем поверхность изделий промывается холодной водой, протирается влажным песком, промывается горячей водой с температурой 80-100 °С.
Раствор при гальванической обработке может иметь щелочную или кислотную основу. Щелочные электролиты используют для оловянирования меди, других цветных металлов и их сплавов, имеющих сложную конфигурацию. Они имеют высокую рассеивающую способность, покрытие характеризуется мелкокристаллической структурой. Осаждение олова происходит медленно и необходимо, чтобы электролит имел температуру не меньше 70°С.
Они имеют высокую рассеивающую способность, покрытие характеризуется мелкокристаллической структурой. Осаждение олова происходит медленно и необходимо, чтобы электролит имел температуру не меньше 70°С.
Детали больших размеров находятся в объемных ваннах в подвешенном состоянии. На более мелкие изделия гальваническое покрытие наносится в барабанных емкостях, где отрицательный заряд подается на барабан, который вращается в электролите. Для обработки деталей очень маленького размера (метизы, крепежные элементы) используются колокольные наливные ванны. В процессе работы они вращаются с низкой скоростью, в результате чего детали равномерно покрываются защитным покрытием.
Независимо от типа электролита катализатором процесса является электрический ток, который активизирует рабочий процесс. К положительным сторонам электрохимического метода оловянирования относят:

Единственный недостаток гальванического лужения – высокая себестоимость, поскольку рабочий процесс сопровождается большим расходом энергии, а для контроля необходимо постоянное присутствие специалиста высокой квалификации. Лужение с использованием электролита связано со сложностью приготовления раствора. В ходе процесса должен вестись постоянный контроль концентрации щелочи или кислоты в электролите, а также состояния анодов и поверхности ванны.
НТЦ ЭНЕРГО-РЕСУРС производит гальваническим способом шины медные луженые твердые ШМТЛ из шины медной твердой ШМТ (М1т) и мягкие ШММЛ из шины медной мягкой ШММ (М1М) в гальванических ванных длиной 2 метра и 4 метра.
Коррозионная стойкость шины медной луженой
Оловянное покрытие на медной токоведущей (заземляющей) шине является анодным (или протекторным) т.е. электрохимический потенциал олова отрицательнее, чем меди. Это означает, что в коррозионно-активной среде в первую очередь будет разрушаться олово и только после полного растворения олова на определенном участке будет повреждаться медь. Само по себе олово является достаточно стойким к коррозии металлом, поэтому применение оловянного покрытия на медной шине значительно увеличивает срок службы такой шины. Для увеличения коррозионной стойкости оловянного покрытия на медной шине покрытие осаждается из электролита с блескообразователями и может легироваться висмутом (т.е. осаждается сплав олово-висмут). Оловянное покрытие (особенно блестящее) безпористое начиная с толщины 6 мкм.
Само по себе олово является достаточно стойким к коррозии металлом, поэтому применение оловянного покрытия на медной шине значительно увеличивает срок службы такой шины. Для увеличения коррозионной стойкости оловянного покрытия на медной шине покрытие осаждается из электролита с блескообразователями и может легироваться висмутом (т.е. осаждается сплав олово-висмут). Оловянное покрытие (особенно блестящее) безпористое начиная с толщины 6 мкм.
Электропроводность луженой медной шины
Несмотря на то, что олово хуже проводит электричество, чем чистая медь, оно уверенно занимает второе место после меди, если не считать покрытия драгоценными металлами, что очень дорого.
Уплотнение контактов на луженой медной шине
Интересным свойством покрытия оловом в контактных отверстиях на токоведущих (заземляющих) шинах является свойство уплотнителя. Олово — мягкий пластичный металл, который легко может уплотнять как резьбовые, так и нерезьбовые контакты. Уплотненные контакты, соответственно, более надежны, а сопротивление в них — ниже.
Уплотненные контакты, соответственно, более надежны, а сопротивление в них — ниже.
Сплавы, применяемые для оловянирования/лужения медных шин
Сплавы Sn-Pb (олово-свинец) с содержанием олова 10…60% применяются в электронной, радиотехнической и приборостроительной промышленности. Они хорошо паяются и сохраняют способность к пайке, в отличие от оловянных покрытий, в течение длительного времени. Способность к пайке и длительность сохранения этого свойства повышается при оплавлении. Сплавы Sn-Pb — мягкие, пластичные. Они менее склонны к образованию игл. При образовании гальванических пар они катодны по отношению к железу и анодны по отношению к меди.
Покрытия сплавом Sn-Pb наносят на медную шину непосредственно. Они могут быть использованы для всех условий эксплуатации, включая ОЖ — очень жесткие. (Защитные покрытия по условиям эксплуатации делят на группы легкие — Л средние — С жесткие — Ж очень жесткие — ОЖ. Эти покрытия классифицируют по способу получения, материалу, физико-химическим и декоративным свойствам. Технология нанесения покрытий и методы контроля их качества приведены в ГОСТ 16976—71. ) Сплавы Sn — Pb с содержанием 5…11% олова применяются как антифрикционные в условиях сухого и полусухого трения. Толщина слоя для условий Л (легкие) — 6…9 мкм, для условий С и Ж (средние и жесткие)- 18…20 мкм.
Технология нанесения покрытий и методы контроля их качества приведены в ГОСТ 16976—71. ) Сплавы Sn — Pb с содержанием 5…11% олова применяются как антифрикционные в условиях сухого и полусухого трения. Толщина слоя для условий Л (легкие) — 6…9 мкм, для условий С и Ж (средние и жесткие)- 18…20 мкм.
Сплавы Sn-Bi (олово-висмут) с содержанием висмута 0,5…2,0% применяются в электронной, радиотехнической и приборостроительной промышленности. Сплав хорошо паяется и длительное время сохраняет способность к пайке. Сплав Sn-Bi менее склонен к образованию игл чем олово.
Достоинства оловянного покрытия (олово-висмут) медных шин:
 Блестящее покрытие сохраняет эту способность более длительное время, чем матовое, а легирование покрытия висмутом позволяет сохранить способность к пайке дольше одного года;
Блестящее покрытие сохраняет эту способность более длительное время, чем матовое, а легирование покрытия висмутом позволяет сохранить способность к пайке дольше одного года;
Недостатки оловянного покрытия (олово-висмут) на меди, латуни, бронзе:
По теме
Шины медные твердые луженые ШМТЛ
Шины медные мягкие луженые ШММЛ
Шины медные гибкие изолированные ШМГИ из луженой меди
Пластины переходные медные луженые
Фазлутдинов К.К.
06.12.2019 (обновленно 23.01.2020)
4483 просмотров
1. Что такое токоведущие шины
Что такое токоведущие шины
2. Коррозионная стойкость оловянированной и никелированной медной шины
3.Электропроводность
4. Уплотнение резьбовых контактов
5. Износостойкость
6. Внешний вид
Токоведущие шины и шины заземления — чрезвычайно важные элементы современной электротехнической промышленности. Любой силовой агрегат содержит их в своем составе. Токоведущие шины, в основном, изготавливаются из меди и алюминия. Медь обладает наименьшим (из недрагоценных материалов) удельным сопротивлением, однако имеет и достаточно высокую цену. Алюминий является компромиссным вариантом по цене/качеству.
При использовании меди можно столкнуться с рядом проблем, таких как коррозионная устойчивость токоведущей (заземляющей) шины и допустимость контактов с другими материалами.
Так, например, контакт меди и алюминия недопустим по ряду причин:

Все это может привести к чрезвычайным ситуациям и несчастным случаям при эксплуатации электрооборудования с незащищенными медными контактами и шинами, особенно при их сопряжении с алюминием.
Входом из данной ситуации является использование оловянного или никелевого покрытия на шинах и электрических контактах (лужение или никелирование). Рассмотрим в данной статье оловянирование и никелирование медных шин и преимущества покрытой шины перед непокрытой.
Рассмотрим в данной статье оловянирование и никелирование медных шин и преимущества покрытой шины перед непокрытой.
Оловянное покрытие на медной токоведущей (заземляющей) шине является анодным (или протекторным) т.е. электрохимический потенциал олова отрицательнее, чем меди. Это означает, что в коррозионно-активной среде в первую очередь будет разрушаться олово и только после полного растворения олова на определенном участке будет повреждаться медь. Само по себе олово является достаточно стойким к коррозии металлом, поэтому применение оловянного покрытия на медной шине значительно увеличивает срок службы такой шины. Аналогию можно провести с оцинкованной сталью. В паре цинк-сталь цинк также является анодом и будет корродировать в первую очередь, защищая сталь.
Для увеличения коррозионной стойкости оловянного покрытия на медной шине покрытие осаждается из электролита с блескообразователями и легируется висмутом (т. е. осаждается сплав олово-висмут).
е. осаждается сплав олово-висмут).
Коррозионная стойкость никелированной шины, безусловно, также высока, однако у нее есть недостаток. Оловянное покрытие (особенно блестящее) беспористое начиная с толщины 6 мкм, никелевое — с толщины 24 мкм. при средней требуемой толщине покрытия в 9-12 мкм олово будет иметь преимущество перед никелем. В то же время никелированная токоведущая шина все же лучше, чем шина вообще без покрытия.
Несмотря на то, что покрытие олово-висмут хуже проводит электричество, чем чистая медь, но оно уверенно занимает второе место, если не считать покрытия драгоценными металлами. В совокупности с рядом других неоспоримых плюсов, покрытие оловом на токоведущих шинах предпочтительнее, чем, никелевое. Дело в том, что никелевое покрытие имеет прочную оксидную пленку на поверхности, что объясняет высокую коррозионную стойкость никеля. Однако, этот же факт является причиной сравнительно невысокой электропроводности никелевых покрытий, по сравнению с медью и оловом.
Интересным свойством покрытия олово-висмут в контактных отверстиях на токоведущих (заземляющих) шинах является свойство уплотнителя. Олово — мягкий пластичный металл, который. легко может уплотнять как резьбовые, так и нерезьбовые контакты. Уплотненные контакты, соответственно, более надежны, а сопротивление в них — ниже. Применение никеля не будет давать такого эффект уплотнения.
Единственным серьезным недостатком оловянированной токоведущей (заземляющей) шины перед никелированной является низкая износостойкость. Однако, стоит заметить, что наличие хоть какого-то покрытия всегда увеличивает износостойкость изделия, в большей или меньшей степени. Использование же износостойких покрытий оправдано только в том случае, если на шине используются разъемные контакты, либо если покрытие наносится непосредственно на разъемный контакт. В данном аспекте никелевое покрытие — вне конкуренции.
В данном аспекте никелевое покрытие — вне конкуренции.
Сегодня многим потребителям важен внешний вид изделия, пусть даже и технического назначения. Оловянное покрытие на токоведущей шине будет выглядеть не так эффектно, как никелевое. Олово похоже на серебро, хотя его и можно осадить в достаточно блестящем исполнении. Никель же можно осадить в практически зеркальном виде.
Конец статьи
Понравилась статья? Оцените статью. Всего 1 клик!
Нажмите на звезду
4,50
Всего оценок: 6
Данная статья является интеллектуальной собственностью ООО «НПП Электрохимия». Любое копирование информации возможно только с разрешения владельца сайта. Размещение активной индексируемой ссылки на https://zctc.ru обязательно.
Любое копирование информации возможно только с разрешения владельца сайта. Размещение активной индексируемой ссылки на https://zctc.ru обязательно.
Между медной кастрюлей и ее оловянным покрытием происходит очень интересная химия.
Олово веками использовалось для облицовки медных кастрюль по ряду причин, возможно, в первую очередь из-за того, что олово так легко прилипает к меди. Взгляните на это видео от Mauviel, показывающее, как они наносят олово на новый медный котел.
Они выглядят просто: горячая кастрюля, расплавленное олово, взбалтывание и вытирание, охлаждение. Конечно, это совсем не просто — жестянщики Mauviel отлично разбираются в том, что может быть очень опасным процессом, — но я хочу сказать, что олово быстро и прочно прилипает к стенкам кастрюли.
Но дело в том, что снять эту жестянку довольно сложно. Лудильщики не могут просто снова нагреть сковороду и вылить олово, как воду — есть базовый слой, который нужно соскрести. Вы можете увидеть этот базовый слой на старинных медных сковородах, которые были очищены старомодным способом (до изобретения средства для мытья посуды в 1940-х годах) путем очистки их песком. Вот три таких кастрюли, прежде чем я отправил их на повторное лужение, и вы можете видеть, что базовый слой все еще на месте, несмотря на то, что выглядит как очень жесткая чистка.
Если вы хотите снять этот последний слой олова, потребуется сильное физическое истирание. Перемотаем вперед на 3:09 видео о повторном лужении ниже от компании Sherwood Tinning (очевидно, не известной своим бережным отношением к старой меди), и вы увидите, что они используют полировальный круг.
Что это за штука? Он не блестит, как олово, не плавится, как олово, и он тверже и эластичнее, чем олово. Что это такое и как оно туда попало?
Что это такое и как оно туда попало?
Краткий ответ заключается в том, что базовый слой представляет собой интерметаллическое соединение, состоящее из меди и олова. Металлург объяснил мне это:
Когда олово наносится на медь, создается промежуточный слой, называемый интерметаллическим , который является своего рода «клеем» между двумя металлами и на самом деле представляет собой совершенно другой материал. Интерметаллид более твердый и хрупкий, и его нелегко удалить.
На границе между медью (Cu) и оловом (Sn) атомы связываются, образуя тип сплава, который ведет себя больше как керамика, чем металл. Интерметаллиды всегда образуются в двух вариантах (называемых фазами) с атомами в соотношении 3:1 или 6:5, а в случае меди и олова это создает Cu 3 Sn и Cu 6 Sn 5 . Часть футеровки из чистого олова лежит сверху и удерживается на месте интерметаллическим «клеем», как описывает это металлург. Вот почему перегретая олово не просто выплескивается на сковороду — интерметаллический слой удерживает олово на месте до тех пор, пока какая-то более сильная сила (например, ваш шпатель) не потревожит его.
Важно отметить, что это , а не бронза (CuSn), металлический сплав олова и меди. По словам металлурга,
Атомные связи интерметаллических материалов включают как металлические, так и ионные связи, поэтому они на самом деле не являются металлическими сплавами, такими как бронза. Это делает их твердыми и хрупкими, в отличие от бронзы, которая довольно пластична… Вы не сможете создать бронзовый сплав, не расплавив и не смешав компоненты.
Другими словами, атомы меди и олова не образуют связи, образующие бронзу, а вместо этого образуют другие связи, замыкающие атомы в жесткую решетку. Эта жесткость делает его более похожим на керамику — он гладкий, твердый и хрупкий. Вот почему базовый слой оловянной футеровки настолько эластичен, что его трудно отделить от меди под ним.
Металлург также объяснил назначение флюса в процессе лужения. Я слышал, как жестянщики описывают флюс как чистящее средство, но я думал, что это просто средство для удаления грязи или пепла с поверхности.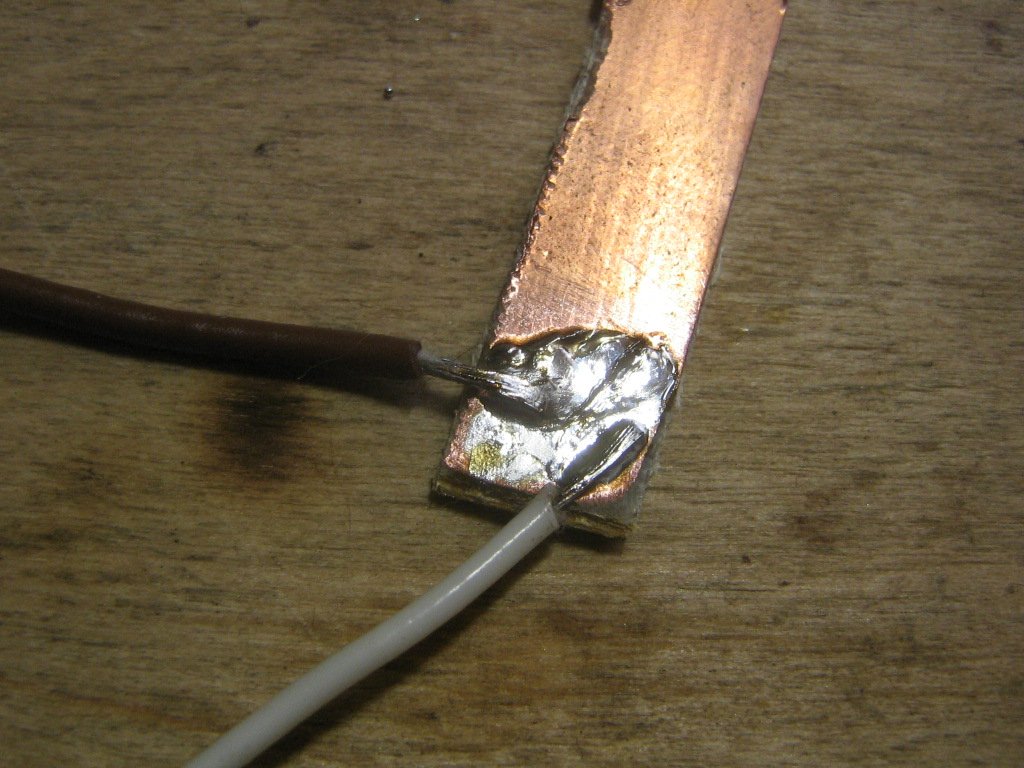 По словам металлурга, цель флюса — расчистить путь, с химической точки зрения, для образования правильных связей между медью и оловом.
По словам металлурга, цель флюса — расчистить путь, с химической точки зрения, для образования правильных связей между медью и оловом.
Флюс — это в основном способ очистки поверхности, на которой вы пытаетесь создать соединение металл-металл. Обычно он состоит из кислотного элемента, который концентрируется и активируется при нагревании. Поскольку большинство металлов реагируют с атмосферой, обычно образуя оксид, флюс необходим для разъедания оксида, чтобы могла возникнуть настоящая связь металла с металлом, которая создает интерметаллид.
Подумайте о кузнецах, которые тысячелетиями догадывались об этом методом проб и ошибок!
Если бы вы разрезали медный поддон и посмотрели на поперечное сечение олова, вы бы увидели интерметаллический слой. К счастью, вам не нужно этого делать — ниже представлена электронная микрофотография границы между чистой медью и чистым оловом. Представьте, что темная медь на дне — это поверхность вашей кастрюли; над ним слой Cu 3 Sn, слой Cu 6 Sn 5 и, наконец, чистое олово (Sn) в самом верху.
Интерметаллиды начинают формироваться в момент контакта меди и расплавленного олова. Скорость образования слоев зависит от времени и температуры; этот конкретный образец нагревали до 150°C (302°F) в течение 1000 часов, и, как вы можете видеть на диаграмме выше, слой объединенных Cu 3 Sn и Cu 6 Sn 5 составляет 18,74 микрометра ( мкм) или толщиной 0,018 мм.
Но вот в чем дело: реакция продолжается даже при комнатной температуре. Атомы олова довольно хорошо диффундируют в медь и при небольшой тепловой энергии легко соединяются с образованием молекул Cu 6 Sn 5 . (На самом деле, большая часть недавней промышленной химии посвящена предотвращению образования интерметаллида медь-олово, поскольку он мешает функционированию паяных печатных плат.) При большем нагреве (или времени, или и том, и другом) Cu 6 Sn 5 преобразуется в Cu 3 Sn. (Фаза Cu 3 Sn более химически стабильна, так что атомы заканчиваются именно там. ) Это происходит довольно медленно при комнатной температуре, но ускоряется, когда вы используете сковороду для приготовления пищи на огне.
) Это происходит довольно медленно при комнатной температуре, но ускоряется, когда вы используете сковороду для приготовления пищи на огне.
Это показано на диаграмме ниже. Думайте о каждой стопке как о поперечном сечении вашей оловянной футеровки с течением времени: слева — ваша свежезалуженная кастрюля со слоем чистого олова, расположенным поверх узкого слоя интерметаллида. Со временем ваша кастрюля выглядит как средний столбец: более чистое олово превратилось в Cu 9.0029 6 Sn 5 а затем на Cu 3 Sn. В конце концов олово вашей кастрюли выглядит как стопка справа, где почти не осталось свободного олова, а весь интерметаллид преобразован в Cu 3 Sn. Трансформация происходит медленно при комнатной температуре и быстрее при повышении температуры — например, когда вы готовите.
Это означает, что в течение многих лет использования жестяная подкладка на вашей сковороде создает этот прочный и эластичный базовый слой. Базовый слой прикрепляет олово к меди и помогает удерживать чистое рыхлое олово на месте. Этот процесс был запущен процессом горячего консервирования, но он продолжается прямо сейчас, даже когда ваша кастрюля стоит на полке. В конце концов — через десятилетия — все олово будет преобразовано в Cu 9.0029 3 Сн.
Скорее всего, вы залили сковороду еще до того, как вся банка была израсходована. Но что было бы, если бы вы этого не сделали? Как назло, могу показать.
Взгляните на эту 31-сантиметровую сковороду со странной подкладкой. Эта сковорода много раз использовалась и стала довольно горячей, как это часто бывает со сковородками. Подкладка выглядит как тусклое олово с крошечными комочками и пятнами олова повсюду.
На фото крупным планом ниже видно, что поверхность не похожа на обычную жестяную облицовку. Имеются участки пятнистого матово-серого цвета с пятнами кускового металла сверху. (Там еще есть коричневый цвет приправы — это сковорода, которой я часто пользуюсь, и она набрала немного полимеризованных масел.) Я показал это фото металлургу, который сказал, что пятнистые серые пятна обнажены интерметаллидом, а комочки сверху остается чистое олово.
Что мне интересно, так это то, что это одна из моих самых любимых сковородок. Он прекрасно готовит — в частности, кажется, что он хорошо выдерживает сильный жар. Я часто использую все свои консервированные сковородки, и хотя на других то здесь, то там появляются комочки и пятна, поверхность этой не изменилась. По словам металлурга, в этом есть смысл: «Со временем интерметаллид будет расти, поглощая любое свободное олово, поэтому смазывание будет происходить реже, поскольку свободное олово станет тоньше, и в конечном итоге останется только интерметаллический слой».
Это также довольно низкоприлипчиво, по моему опыту, больше, чем мои сковороды Mauviel с их новой блестящей банкой. У него не совсем такие характеристики , как у покрытия из ПТФЭ, такого как тефлон, но не , но интерметаллические области ощущаются похожими под моими пальцами, гладкими и твердыми, как яичная скорлупа. Интерметаллические соединения в целом имеют более низкий коэффициент трения, чем чистые металлы, и они часто используются в промышленности в качестве покрытий для металлических подшипников. Это наводит меня на мысль, что медно-оловянный интерметаллид на поверхности этой сковороды может работать как поверхность для приготовления пищи с низкой палкой, так же (если не лучше) как чистое олово, которое она заменила. (Посмотрите на фотографию выше — полимеризованные масла, кажется, не прилипают к интерметаллическим областям!)
Свойства медно-оловянного интерметаллида предлагают мне несколько возможных объяснений трех явлений, которые я наблюдал с моими лужеными медными кастрюлями.
Перегретое олово остается на месте, потому что интерметаллический слой стабилизирует его. Олово плавится при 450°F (232°C), но интерметаллид меди-олова имеет гораздо более высокую температуру плавления: Cu 6 Sn 5 плавится при 779°F (415°C) и Cu 3 Sn при намного выше 1248 ° F (676 ° C). Это означает, что интерметаллический слой остается твердым и продолжает стабилизировать футеровку при температурах значительно выше точки плавления олова. Это также объясняет, почему для смазывания оловянной облицовки требуется какое-то физическое действие, например, соскабливания или перемешивания — расплавленное олово останется на месте до тех пор, пока не будет приложено какое-либо внешнее усилие.
Старый оловянный слой лучше сопротивляется размазыванию, чем новый. По мере роста интерметаллического слоя и уменьшения толщины слоя чистого олова все больше атомов чистого олова находятся вблизи интерметаллического слоя и стабилизируются им.
Старый слой олова препятствует проскальзыванию до меди. Одной из уязвимостей оловянной футеровки по сравнению с более твердыми материалами, такими как нержавеющая сталь, является то, что сильное царапание или царапанье может привести к выдавливанию слоя мягкого олова до меди под ним, что ускорит необходимость в новой футеровке. Олово имеет твердость по Виккерсу менее HV 80, но, по данным Ассоциации медной промышленности, интерметаллид медь-олово имеет твердость около HV 300, почти такую же твердость, как у меди. (Вот почему можно случайно соскоблить олово с помощью губки для мытья посуды, но жестянщики должны соскребать интерметаллид меди и олова с помощью шлифовального круга.) Это означает, что прочный керамический интерметаллический слой с большей вероятностью выдержит абразивное давление. , отклоняя кухонную утварь или мочалку до того, как они коснутся котла.
Это наводит меня на заманчивую мысль: жестяные футеровки становятся лучше с возрастом и использованием. Возможно, лучшее, что вы можете сделать со своими консервированными сковородками, — это готовить в них много еды! — чтобы подкладка созрела и стала лучше поддаваться готовке. Что вы думаете?
Если вы ученый — и особенно металлург! — Я хотел бы услышать от вас, даже если — особенно если! — вы не согласны или можете опровергнуть мои идеи. Пожалуйста, оставьте комментарий или напишите мне на vfc на vintagefrenchcopper точка com . Спасибо!
Помимо информации от моего друга-металлурга, я использовал несколько источников информации.
Интерметаллическое поперечное сечение: Ян, Пин-Фэн и Лай, И-Шао и Цзянь, Шэн-Руй и Чен, Цзюньн и Чен, Ронг-Шенг. (2008). Наноиндентирование механических свойств интерметаллидов Cu6Sn5, Cu3Sn и Ni3Sn4, полученных диффузионными парами. Материаловедение и инженерия: А. 485. 305–310. 10.1016/j.msea.2007.07.093.
Диаграмма роста интерметаллического слоя:
https://www.copper.org/applications/industrial/DesignGuide/performance/coppertin03.html
(Обратите внимание, что на диаграмме Cu6Sn5 неправильно обозначен как Cu3Sn5 в белой области каждое поперечное сечение.)
Преобразование твердости по Бринеллю в твердость по Виккерсу:
http://www.carbidedepot.com/formulas-hardness.htm
Отличное обсуждение твердости как понятия и различий между Роквеллом, Бринеллем и Измерения твердости по Виккерсу:
https://www.machinemfg.com/metal-hardness/
Значения твердости для Cu и Sn:
https://en.wikipedia.org/wiki/Hardnesses_of_the_elements_(data_page)
Твердость по Виккерсу для интерметаллида медь-олово :
https://www. copper.org/applications/industrial/DesignGuide/performance/friction03.html
Также спасибо читателю Филу за исправление от шлифовального круга до полировального круга! Я ценю это!
Нравится Загрузка…
+19179151981|
БЕСПЛАТНАЯ ДОСТАВКА в континентальной части США
Медные кастрюли уже много лет облицовываются оловом. Это делается потому, что медь сама по себе очень активна с кислой пищей. Чтобы медь не попадала в пищу, варочная поверхность медной сковороды покрыта оловянным покрытием. Олово является инертным материалом, что означает, что оно очень нереакционноспособно. Оловянное покрытие на вашей медной сковороде не вступит в реакцию с кислыми продуктами, такими как уксус или помидоры.
Одна из первых вещей, с которой нам пришлось столкнуться при приготовлении пищи из старинной меди, это то, что оловянное покрытие со временем изнашивается. Олово — относительно мягкий металл, и когда я готовлю, соскребаю и мою сковороду, я отрываю крошечный кусочек олова. Со здравым смыслом оловянная подкладка может служить десятилетиями, но я все же предполагаю, что часть олова стирается с моих сковородок, когда я готовлю и мою их.
Дело в том, что когда олово изнашивается, часть его вполне может попасть в мою еду. Безопасно ли время от времени есть небольшое количество олова?
Да, это безопасно: научные исследования подтверждают, что олово нетоксично.
Согласно заявлению Центра по контролю и профилактике заболеваний США об олове:
Когда вы употребляете олово в пищу, очень малое его количество выходит из желудочно-кишечного тракта и попадает в кровоток. Большая часть олова проходит через кишечник и покидает ваше тело с фекалиями. Некоторые выходят из вашего тела с мочой… Если вы проглотите несколько частиц металлического олова, они выйдут из вашего тела с фекалиями… Ваше тело может избавиться от большей части неорганического олова за недели, но некоторые могут оставаться в вашем теле в течение 2-3 месяцев. Неорганические соединения олова очень быстро покидают организм; большинство уходят в течение дня. Очень небольшое количество олова остается в некоторых тканях вашего тела, например, в костях, в течение более длительного времени.
Если вы проглотите олово, оно вряд ли навредит вам, если только вы не употребите его в больших количествах в рамках научного исследования.
Поскольку неорганические соединения олова обычно быстро попадают в организм и покидают его после того, как вы их вдыхаете или едите, они обычно не оказывают вредного воздействия. Однако люди, которые глотали большое количество неорганического олова в ходе научных исследований, страдали от болей в животе, анемии и проблем с печенью и почками. Исследования с неорганическим оловом на животных показали эффекты, аналогичные наблюдаемым у людей. Нет никаких доказательств того, что неорганические соединения олова влияют на репродуктивную функцию, вызывают врожденные дефекты или вызывают генетические изменения. Известно, что неорганические соединения олова не вызывают рак.
Люди продолжают использовать жестяную посуду, потому что она безопасна для еды и питья. «Случаи отравления металлическим оловом, его оксидами и его солями почти неизвестны… [Олово] плохо усваивается животными и людьми. Низкая токсичность связана с широким использованием олова в столовой посуде и консервах». (Г. Г. Граф, «Олово, сплавы олова и соединения олова» в Ullmann’s
. Меня не беспокоит попадание олова в пищу во время приготовления или любые частицы расплавленного олова, которые я случайно соскребаю в пищу. Я’ Множественные научные авторитеты заверили меня, что это никак не повлияет на меня.Если вас беспокоит олово, я призываю вас провести свои исследования, но также помните о столетиях безопасного использования олова и множестве доверенных научных авторитетов, которые продолжают поддерживать его. использовать
Метки: Братья Аморетти, лучшая медная посуда, латунь, литая бронза, повар, кокотница, рецепт кокотницы, Готовка, приготовление пищи с медью, медная латунная сталь, медное зарядное устройство, медная посуда, в продаже медная посуда, медный сейф посуды, медный набор посуды, медный завод, медные подарки, изделия из меди, медная кухня, медный капот ряда, медник, мастерство, сделанный на заказ, декор, декоративные-металлические-вытяжки, дизайн, гурманы, покупка подарков, дары, гурман, изысканный повар, чеканная медь, медная посуда ручной работы для гурманов, дизайн интерьера, итальянский дизайн, Ювелирные изделия, дизайн кухни, кухонная утварь, роскошная медная посуда, металлоконструкции, мексиканская кухня, новый продукт, Онлайн шоппинг, паэлья, уход за изделием, испанская кухня, жестяная облицовка, традиционная кованая