
8-900-374-94-44

В последнее время покрытие печатной платы защитной паяльной маской является неотъемлемой частью современной технологии их изготовления. Использование паяльных масок стало настолько распространенным, что весьма необычно видеть печатные платы без данного покрытия.
В процессе проведения сборочно-монтажных работ и эксплуатации изделия наличие защитной паяльной маски на печатных платах крайне необходимо, поэтому особое внимание уделяется их выбору и способам нанесения.
Паяльная маска представляет собой однокомпонентные или двухкомпонентные смеси, часто окрашенные в насыщенный зеленый цвет. Встречаются и другие цвета: синий, красный, желтый, белый, черный и даже фиолетовый. В последние годы потребителя интересует не только цвет маски, но и тип поверхности (матовая, полуматовая или глянцевая).
По существу, маска — это тонкий полимерный слой заданной толщины, который защищает проводники от механических воздействий и помогает минимизировать образование коротких замыканий с помощью перемычек, образованных избыточным припоем.
Существуют две разновидности материалов для защитных паяльных масок: жидкие и пленочные.
Технологические возможности предприятия «ТЕХНОТЕХ» позволяют наносить как жидкие паяльные маски, так и сухие пленочные маски. Каждый тип маски имеет ряд преимуществ и недостатков, так же, как и оборудование для ее нанесения.
Нанесение защитной паяльной маски на нашем производстве происходит различными способами:

К преимуществам использования метода сеткографии на полуавтоматических установках можно отнести малые капиталовложения в оборудование, низкие затраты на вспомогательные материалы, возможность использования одного оборудования для осуществления других операций, например, нанесения маркировки или нанесения эпоксидной маски.
К недостаткам данного метода можно отнести проблематичность полного покрытия межпроводникового пространства на платах 5-6 класса точности и наличие пузырей воздуха в маске вследствие ее высокой вязкости, а также низкую производительность оборудования по сравнению с другими методами. Еще одним немаловажным минусом в методе сеткографии является большой расход маски.
Важную роль в сеткографии имеет выбор материала сетки, номера сетки и угла натяжения. Сетки изготавливаются из различных материалов, таких как нейлон, полиэстер, нержавеющая сталь, шелк.
Номер сетки (число нитей на сантиметр и диаметр нитей) является важнейшим фактором, влияющим на количество наносимой маски и качество получаемого изображения. Например, при нанесении паяльной маски Sun Chemical Imagecure XV501 T-4 через полиамидную сетку с числом нитей 49 на квадратный сантиметр, толщина маски в отвержденном состоянии составляет от 35 до 40 мкм на основании печатной платы. При нанесении маски через сетку с числом нитей 76 на квадратный сантиметр, толщина маски на основании печатной платы составляет 20-25 мкм. Метод сеткографии довольно часто используется в случае необходимости покрытия маской «высоких» проводников, что объясняется высокой вязкостью маски и получением достаточной толщины как на проводнике и на основании, так и на торце медного проводника.
Например, при нанесении паяльной маски Sun Chemical Imagecure XV501 T-4 через полиамидную сетку с числом нитей 49 на квадратный сантиметр, толщина маски в отвержденном состоянии составляет от 35 до 40 мкм на основании печатной платы. При нанесении маски через сетку с числом нитей 76 на квадратный сантиметр, толщина маски на основании печатной платы составляет 20-25 мкм. Метод сеткографии довольно часто используется в случае необходимости покрытия маской «высоких» проводников, что объясняется высокой вязкостью маски и получением достаточной толщины как на проводнике и на основании, так и на торце медного проводника.
Метод полива или «мокрой завесы» целесообразно использовать при изготовлении больших серий печатных плат. Производительность в среднем составляет 120 заготовок в час типоразмером 610х457 мм при одностороннем нанесении маски. В то же время, при использовании метода сеткографии, производительность составляет приблизительно 60 заготовок в час. Что касается толщины масочного покрытия, то она сопоставима с толщиной маски при нанесении ее методом сеткографии. Толщина может задаваться вязкостью и скоростью конвейерной ленты при прохождении заготовки под завесой. Низкая скорость конвейера и высокая вязкость дает хорошую толщину маски, но, в то же время, могут возникнуть наплывы у отверстий и плохое покрытие межпроводникового пространства. Поэтому при использовании метода «мокрой завесы» очень важно подобрать подходящие параметры для нанесения.
Толщина может задаваться вязкостью и скоростью конвейерной ленты при прохождении заготовки под завесой. Низкая скорость конвейера и высокая вязкость дает хорошую толщину маски, но, в то же время, могут возникнуть наплывы у отверстий и плохое покрытие межпроводникового пространства. Поэтому при использовании метода «мокрой завесы» очень важно подобрать подходящие параметры для нанесения.
Метод полива не эффективен при нанесении маски на печатные платы с высотой печатного проводника 65 мкм и выше, маска будет стекать с проводников, образуя очень тонкий слой на поверхности и на торце медного проводника. В таком случае маску лучше наносить методом сеткографии, где маска более густая, содержит более низкую концентрацию растворителей и поэтому менее текучая. При использовании метода сеткографии и «мокрой завесы» маска имеет свойство сильно затекать в металлизированные отверстия, что приводит к использованию более жестких условий проявления маски, тем самым уменьшается адгезия маски к печатным платам и возникает подпроявление краев маски, что достаточно негативно сказывается в дальнейшем при проведении сборочных работ (подтекание растворов под маску, отрыв перемычек).
Метод струйно-факельного распыления
занимает промежуточное место по своим характеристикам между методом «мокрой завесы» и методом сеткографии. Этот способ нанесения также имеет свои плюсы и минусы.Данный метод позволяет получить достаточную толщину маски на краях высоких печатных проводников и между соседними печатными проводниками. Маска для струйно-факельного распыления имеет большую текучесть, чем маска, используемая для метода трафаретной печати, но меньшую, чем маска, используемая для полива. Оборудование для распыления имеет низкий расход паяльной маски.
Область направления распыления маски расположена поперек движения конвейера, что дает возможность получить равномерное по толщине масочное покрытие по всей площади заготовки. Так как распыление происходит под углом, процесс покрытия торцов печатных проводников дает надежную равномерную защиту всей поверхности проводника, и попадание воздуха в паяльную маску исключено.
Равномерное по толщине покрытие маской, даже на «высоких» проводниках, получается благодаря распыляющейся нагревающей форсунке и позволяет снизить расход маски путем распыления только на заданную область.
Сухие пленочные защитные маски для метода ламинирования представляют собой сухую фотополимерную защитную пленку на основе эпоксидных материалов.
Поставляются такие маски разной толщины (40 мкм, 75 мкм, 100 мкм). Выбор толщины зависит от геометрии рисунка печатной платы и высоты проводников. Сухие пленочные маски наносятся на печатные платы при помощи вакуумных ламинаторов. В процессе ламинирования в камере создается вакуум, который обеспечивает полное удаление воздуха между проводниками схемы. Сухую пленочную маску не желательно использовать на печатных платах с малым шагом расположения печатных проводников, может возникнуть «трубчатый эффект», что в первую очередь связано с толщиной сухой пленочной маски.
Выбор толщины зависит от геометрии рисунка печатной платы и высоты проводников. Сухие пленочные маски наносятся на печатные платы при помощи вакуумных ламинаторов. В процессе ламинирования в камере создается вакуум, который обеспечивает полное удаление воздуха между проводниками схемы. Сухую пленочную маску не желательно использовать на печатных платах с малым шагом расположения печатных проводников, может возникнуть «трубчатый эффект», что в первую очередь связано с толщиной сухой пленочной маски.
Одним из главных преимуществ сухой пленочной маски является возможность надежного тентирования контактных площадок переходных отверстий.
Это предотвращает соприкосновение навесных компонентов при монтаже с проводящим рисунком. Маска, нанесенная методом сеткографии, полива или струйно-факельного распыления не дает надежного тентирования. Тенты могут быть пробиты в процессе проявления паяльной маски, термоудара и привести к затеканию агрессивных сред в переходные отверстия. В сравнении с жидкой паяльной маской, сухая не имеет «срока жизни», за исключением срока реализации, в то время как жидкая маска должна быть использована после смешения компонентов, в среднем, в течение трех-пяти дней.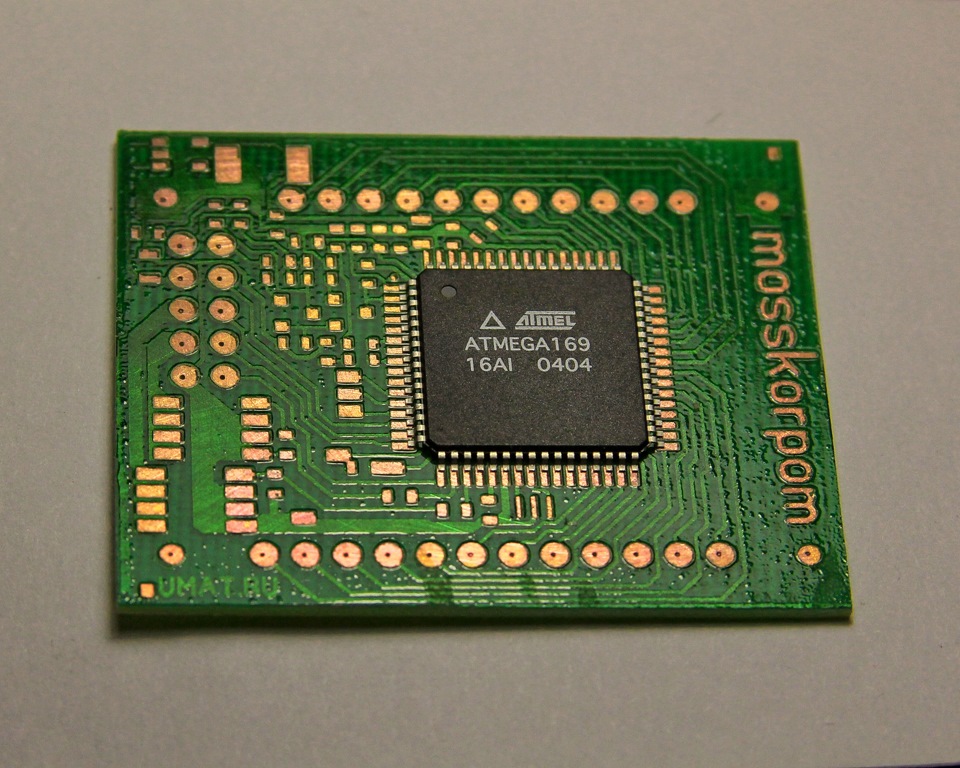
К недостаткам сухой маски можно отнести высокую стоимость, невозможность получения тонких перемычек между контактными площадками, большой расход маски при автоматическом режиме работы оборудования и низкую производительность данного оборудования.
Выбор нанесения защитной маски по медному проводящему рисунку или по финишному покрытию часто определяет конструкторская документация, однако не надо забывать о здравом смысле. Создать достаточную шероховатость поверхности для надежного сцепления защитной маски с медью гораздо проще, чем для финишного покрытия иммерсионное золото или иммерсионное серебро. Предприятие «ТЕХНОТЕХ» имеет технологическую возможность нанесения защитной паяльной маски по самым распространенным финишным покрытиям, применяемым в производстве печатных плат: гальванические (медь, олово, ПОС, золото, золото-кобальт, серебро) и иммерсионным (золото, серебро).
В заключение хочется отметить, что выбор метода нанесения маски и использование соответствующего оборудования в каждом случае осуществляется с учетом множество факторов. Специалисты нашего предприятия всегда предлагают оптимальное решение ваших задач!
Специалисты нашего предприятия всегда предлагают оптимальное решение ваших задач!
Инженер-технолог ООО «ТЕХНОТЕХ»
Дождикова О.Е
Упаковка — 2 банки = 1 кг
от 10 до 99 уп. — скидка 5%
от 100 уп. — скидка 10%
CARAPACE EMP110 является фотоэкспонируемой контактным методом, водопроявляемой, жидкой паяльной маской, использующей двухкомпонентную эпоксидную технологию, дающую высокий уровень химической стойкости на меди, медных окислах, покрытиях олово-свинец или золоченых поверхностях.
Одна из ведущих фирм мира в данном направлении техники ELECTRA POLYMERS & CHEMICALS LTD производит паяльную маску CARAPACE EMP110 с 1987 года. В настоящее время паяльная маска CARAPACE EMP110 находит широкое применение в производстве автомобильной, телекоммуникационной, специальной и бытовой техники. Потребителями маски являются такие всемирно-известные фирмы, как: 3Com, Ericsson, Siemens, Alcatel, Lucent, Motorola, Nokia, Philips TMC, British Aerospace, Compaq, Olivetti, Rockwell, Lucas, Bang & Olufsen, Xerox, IBM, NEC, 3M, Bosch, ABB, Hewlett Packard и многие другие.
Потребителями маски являются такие всемирно-известные фирмы, как: 3Com, Ericsson, Siemens, Alcatel, Lucent, Motorola, Nokia, Philips TMC, British Aerospace, Compaq, Olivetti, Rockwell, Lucas, Bang & Olufsen, Xerox, IBM, NEC, 3M, Bosch, ABB, Hewlett Packard и многие другие.
В состав маски входят эпоксидная и акриловая смолы, специальные фотоинициаторы, дипропиленг-ликоль. При необходимости поставляется разбавитель для корректировки вязкости маски, а также для удаления остатков маски с сетки при трафаретном методе нанесения.
Благодаря высокому разрешению и очень хорошей электрической и физической прочности паяльные маски CARAPACE EMP110 используются как защитное покрытие при пайке и электроизоляционное покрытие для всех видов печатных плат.
Объемы применения жидких фотоэкспонируемых паяльных масок в мире постоянно растут и в настоящее время составляют более 90%. Для сравнения объемы применения сухих пленочных резистов составляют меньше 3%.
Жидкие паяльные маски семейства CARAPACE ЕМР110 обладают следующими преимуществами:
Поставляется широкий спектр паяльных масок серии CARAPACE ЕМР110.
CARAPACE ЕМР110 — стандартная водопроявляемая, жидкая фотоэкспонируемая паяльная маска. CARAPACE EMP110 HR (High Resolution) — жидкая фотоэкспонируемая паяльная маска с высоким разрешением (минимальная ширина перемычек паяльной маски до 25 мкм).
Паяльная маска CARAPACE EMP110 может наноситься на печатные платы различными методами:
Поставляется широкая цветовая гамма паяльных масок CARAPACE ЕМР110:
| Цвет | Методы нанесения |
| Светло-зеленый матовый (LGM) | SP, СС, AS, ES |
| Светло-зеленый глянцевый (LGG) | SP, CC, AS, ES |
| Светло-зеленый экстра матовый (LGXM) | SP, CC, AS, ES |
| Темно-зеленый матовый (DGM) | SP,AS |
| Темно-зеленый глянцевый (DGG) | SP,AS |
| Голубая глянцевая (BG) | SP |
| Голубая матовая (GM) | SP |
| Красная глянцевая (RG) | SP |
| Красная матовая (RM) | SP |
| Черная (В) | SP |
| Белая (W) | SP |
| Желтая матовая (YM) | SP,AS |
| Желто-зеленая матовая (YGM) | SP,CC |
| Желто-зеленая глянцевая (YGG) | SP |
Перед нанесением паяльной маски медные поверхности печатных плат должны быть очищены механическим или химическим методом.
Печатные платы с покрытием олово-свинец следует тщательно обезжирить, используя моющие средства. Адгезия к покрытию олово-свинец будет значительно улучшена путем обработки печатной платы щетками перед нанесением паяльной маски. Оптимальная шероховатость поверхности 320 grit.
Внимание! Все печатные платы необходимо просушить перед нанесением паяльной маски. Рекомендуемые режимы сушки: 60 — 70°С в течение 10 -15 мин. Более длительные время и температура сушки приводят к образованию оксидов и снижению адгезии паяльной маски к меди.
Паяльная маска CARAPACE ЕМР110 является двухкомпонентной и поставляется в комплектах по 1 кг., 3 кг. и 10 кг. Паяльная маска готовится путем смешивания 100 весовых частей пасты и 19 весовых частей отвердителя. Компоненты маски должны быть полностью смешены. Не полное смешивание компонентов паяльной маски может привести к ухудшению качества покрытия и стать причиной ряда дефектов.
Метод трафаретной печати: Паяльная маска CARAPACE ЕМР110 поставляется готовой к нанесению методом трафаретной печати без добавления растворителя. Если есть необходимость отрегулировать вязкость в случае длительного хранения или низкой температуры в рабочем помещении, для этой цели рекомендуется использовать растворитель ER-1. Например, при температуре 14°С в помещении для корректировки вязкости рекомендуется добавить 2% разбавителя ER-1. В любом случае не рекомендуется добавлять больше 5% растворителя, так как это может повлечь ухудшение параметров в процессе нанесения и предварительной сушки паяльной маски. В результате может возникать утоньшение покрытия на краях проводников и увеличиваться время предварительной сушки.
Метод прохождения через завесу: Целесообразно использовать механический миксер с малой скоростью, предотвращающий попадание воздуха в паяльную маску. Приготовленную паяльную маску после смешивания следует выдержать в течение 2 часов для обеспечения выхода воздуха. Включение воздушных пузырей вызывает образование микроскопических пузырей и пустот в покрытии после сушки и/или неоднородность завесы при нанесении маски. Для корректировки вязкости рекомендуется применять разбавитель ER-6. Для обеспечения нормальной вязкости требуется добавлять 30 -35% разбавителя. Не рекомендуется использовать другие растворители, т. к. они могут содержать нежелательные включения и вызывать технологические проблемы.
Включение воздушных пузырей вызывает образование микроскопических пузырей и пустот в покрытии после сушки и/или неоднородность завесы при нанесении маски. Для корректировки вязкости рекомендуется применять разбавитель ER-6. Для обеспечения нормальной вязкости требуется добавлять 30 -35% разбавителя. Не рекомендуется использовать другие растворители, т. к. они могут содержать нежелательные включения и вызывать технологические проблемы.
Информацию по применению других методов нанесения паяльной маски CARAPACE ЕМР110 Вы можете получить, обратившись к нашим специалистам в отдел технологических материалов.
Метод трафаретной печати является наиболее распространенным, доступным и простым в освоении и обеспечивает однородное и равномерное покрытие печатных плат. Паяльная маска наносится на поверхность печатной платы через сетчатый трафарет при помощи ракеля. В зависимости от размера ячейки и режимов нанесения (угол, скорость перемещения, величина давления ракеля) можно изменять толщину паяльной маски в широком диапазоне (от 10 до 50 мкм).
Рекомендуемый размер ячеек полиэстровой сетки 37 — 55Т меш. Оптимальное сухое покрытие толщиной 20 мкм как правило достигается при использовании сетки 43Т. Рекомендуемый угол наклона ракеля составляет 60 — 70°. Оптимальная толщина влажного покрытия составляет 25 — 50 мкм (при этом толщина маски между проводниками может составлять 60 — 80 мкм в зависимости от их высоты). Ориентировочный расход маски при нанесении методом трафаретной печати при серийном производстве составляет 17м2/кг при толщине сухого покрытия 25 — 30 мкм.
Для предотвращения заполнения переходных отверстий рекомендуется использовать шаблон, наклеенный на сетку, маскирующий переходные отверстия. В этом случае требуется точное совмещение трафарета с рисунком печатной платы.
Внимание! Не используйте вакуумный прижим для фиксации печатных плат, это может привести к чрезмерному заполнению переходных отверстий паяльной маской.
Метод прохождения через завесу: Нанесение паяльной маски осуществляется путем прохождения печатной платы через широкий поток толщиной (0,3 –1,0 мм) жидкой паяльной маски с низкой вязкостью (<10 П). Существенным недостатком процесса является одностороннее нанесение, возможность появления воздушных пузырей в покрытии и относительно высоким расходом паяльной маски. Тем не менее, этот метод хорошо известен и широко распространен.
Существенным недостатком процесса является одностороннее нанесение, возможность появления воздушных пузырей в покрытии и относительно высоким расходом паяльной маски. Тем не менее, этот метод хорошо известен и широко распространен.
Скорость нанесения и вязкость паяльной маски могут существенно зависеть от конструкции печатной платы: высоты и зазоров между проводниками, формы стенок проводников.
Ниже приведены рекомендуемые режимы для первоначальной установки параметров процесса:
| Ширина потока | 0,3–0,6 мм |
| Скорость нанесения | 90–100 м/мин2 |
| Вязкость | 70–100 сек Ford чаша №4 |
| Расход | 80-100 г/м2 зависти от высоты и плотности расположения проводников |
Расход маски может быстро корректироваться изменением давления компрессора, подающего маску.
При двустороннем покрытии 1-я сторона подсушка 15 мин, 2-я 30 — 40 мин в зависимости от толщины покрытия.
Режимы инфракрасной сушки зависят от параметров процесса нанесения и конструкции системы нагрева. Оптимальные режимы: 125 — 135°С (пиковая температура на печатной плате) в течение 4–5 мин.
Перед экспонированием платы необходимо охладить до комнатной температуры. Платы с нанесенной и предварительно подсушенной маской, а также прошедшие этап экспонирования могут храниться до 96 часов, но рекомендуется проводить следующий этап обработки в течение 24 час и по возможности ранее.
Рекомендуемые режимы:
Установка режимов экспонирования производится после выставления скорости проявления, так как это может повлиять на определение значения клина. Скорость экспонирования зависят от цвета паяльной маски и мощности излучения ламп.
| 1% раствор карбоната натрия или калия. | |
| Давление распыления | 1,5 — 2,5 кг/см2 (20–40 psi) |
| Время распыления | 30–90 сек (зависит от коли — чества маски в отверстиях) |
| Температура |
|
Платы должны быть хорошо промыты, свежей водой и полностью просушены после проявления. Категорически запрещается производить окончательную сушку на влажной плате.
Категорически запрещается производить окончательную сушку на влажной плате.
Оптимальная скорость проявления выставляется с помощью тестовой платы, которая не подвергается экспонированию. Возьмите тестовую плату, сразу после нанесения паяльной маски и предварительной сушки, загрузите печатную плату в установку проявления. Выставьте пробную скорость. После того как плата пройдет 25 — 50% камеры проявления остановите конвейер, если печатная плата полностью очищена от паяльной маски, скорость выбрана правильно. Остальное время проявления (50 — 75%) отводится для обеспечения очистки переходных отверстий от паяльной маски. Зафиксируйте и больше не меняйте скорость проявления. Внимание! Для изменения параметров процесса используйте корректировку режимов экспонирования.
Разное количество паяльной маски в переходных отверстиях и разные методы нанесения маски требуют выставления разных скоростей проявления.
Например, ниже приведены рекомендуемые скорости проявления для 2 м камер проявления:
| Метод трафаретной печати | 1,3 — 2,0 м/мин. |
| Метод прохождения через завесу | 2,0 — 2,5 м/мин. |
Электролитический Ni / иммерсионное Аu
Тонкое покрытие (<10 мкм) и пересушка (высокое время и температура) паяльной маски могут приводить к потере адгезии после процесса нанесения Ni/Au. Если толщина покрытия на высоких проводниках и переходных отверстиях небольшая рекомендуется проводить термодубление в два этапа:
| 1) Окончательная сушка: | 10–15 мин. при 150°С |
2) Покрытие Ni / Au. |
|
| 3) Повторная сушка: | 45–60 мин. при 150°С |
Примечание: Двухстадийный процесс обычно рекомендуется при использовании отвердителя Н-1833 или химической очистке печатных плат перед нанесением паяльной маски.
Обычно нет необходимости в использовании инфракрасной окончательной сушки, тем не менее, в некоторых случаях, возможно, получить определенные преимущества.
Оптимальные режимы:
12 мин, пиковая температура на плате 200 °С
Преимущества инфракрасной сушки:
При нанесении толстого слоя маски после сушки можно наблюдать легкое сморщивание паяльной маски между проводниками. Инфракрасная сушка обычно позволяет предотвращать этот эффект.
Дегазация паяльной маски.
| Уменьшение массы | |
| Требования ASTM-E-595 | не более 1% |
| CARAPACE EMP110 | 2,58% |
| CARAPACE ЕМР110 плюс УФ термозадубливание 3200 мДж/см2 | 0,95% |
Применение УФ термодубления после окончательной сушки позволяет сократить уровень ионных
В течение всего цикла обработки необходимо избегать попадания прямых солнечных лучей на маску. Печатные платы должны находится при желтом освещении между процессами предварительной сушки/экспонирования и экспонирования/проявления.
Печатные платы должны находится при желтом освещении между процессами предварительной сушки/экспонирования и экспонирования/проявления.
После проявления любая отбракованная плата может быть очищена от паяльной маски с помощью 5% раствора NaOH при 40 — 50 °С.
После сушки паяльная маска может быть удалена с применением запатентованного средства ES108H.
Очистку оборудования от остатков паяльной маски можно осуществлять с помощью специальных средств: SW100 или Dowanol PMA.
Паяльная маска CARAPACE EMP110 совместима с маркировочными красками. Маркировочные краски термического отверждения могут наноситься до или после окончательной сушки. Маркировочные краски ультрафиолетового отверждения наносятся до окончательной сушки и термозадубливания.
Внимание! Вы можете бесплатно получить брошюру с обзором основных дефектов, возникающих в процессе нанесения паяльной маски, и методов их решения.
Предприятие ОСТЕК поддерживает запас наиболее широко применяемой паяльной маски CARAPACE ЕМР110 LGG (светло-зеленая глянцевая) и растворитель ER-1 на складе в Москве. Маска поставляется в расфасовке по 1 кг. (0,84 кг паста + 0,16 кг. отвердитель). Растворитель ER-1 в канистрах по 1 и по 5 литров. Срок хранения маски составляет минимум 9 мес. с даты производства.
| Контролируемый параметр | Результат контроля | Метод контроля | Классификация |
| Твердость (карандаш) | 9Н | SM-840C | Прошел, класс Н |
| Адгезия |
|
SM-840C | Прошел, класс Н |
|
Химическая стойкость Изопропанол (120 сек.  мин.) мин.)1,1,1 Трихлорэтан Азеотропная смесь: 4% этилового спирта / 96% трихлорэтана Щелочное моющее средство (57°С 120 сек) Метиленхлорид (60 сек) Деионизованная вода (60°С, 5 мин.) |
Шероховатость поверхности отсутствует. Пузыри отсутствуют. Расслаивание отсутствует. Вздутие отсутствует. Изменение цвета отсутствует. отслаивание отсутствует. |
SM-840C | Прошел, класс Н |
| Гидролизная стабильность | Необратимые изменения состояния отсутствуют | SM-840C | Прошел, класс Н |
| Сопротивление изоляции, Ом |
|
SM-840C | Прошел, класс Н |
| Влагостойкость и изоляция, Ом 7 дней при температуре 25–65°С и относительной влажности 95% |
Отсутствуют вздутие, расслаивание, изменение структуры поверхности
|
SM-840C | Прошел, класс Н |
| Электромиграция | Падение напряжения отсутствует | SM-840C | Прошел, класс Н |
Стойкость к воздействию припоя при пайке волной 260±5°С, 10 ±1 сек. |
Снижение адгезии и захват припоя отсутствуют | SM-840C | Прошел, класс Н |
| Горячее лужение (HAL) | Минимум 5 циклов | — | Прошел |
| Термоудар 100 циклов (-65°С — +125°С) | Разрывы и разрушение отсутствуют | SM-840C | Прошел, класс Н |
| Электрическая прочность диэлектрика | 85 кВ/мм | SM-840C Bellcore | Прошел, класс Н |
| Диэлектрическая проницаемость | 4 @ 1 МГц | ||
| Тангенс угла диэлектрических потерь | 0,03@ 1МГц |
Отличная устойчивость к флюсам с низким содержанием твердых веществ и совместимость с процессами электролитический никель/ иммерсионное золото (Ni/Au).
 При использовании ламп 7 кВт значительно быстрее.
При использовании ламп 7 кВт значительно быстрее.

После изготовления печатной платы медные дорожки на плате обычно подвержены риску окисления и коррозии из-за воздействия окружающей среды. Самый надежный способ предотвратить это и увеличить срок службы печатной платы — нанести на нее защитное покрытие, известное как паяльная маска.
Самый надежный способ предотвратить это и увеличить срок службы печатной платы — нанести на нее защитное покрытие, известное как паяльная маска.
Паяльная маска представляет собой тонкий слой полимера, наносимый на печатную плату для защиты меди от окисления и коротких замыканий во время работы. Он также защищает печатную плату от воздействий окружающей среды, таких как пыль и некоторые другие загрязняющие вещества, которые могут привести к короткому замыканию в долгосрочной перспективе.
Панели, покрытые маской для пайкиМаски для пайки бывают разных типов, и их выбор зависит от области применения, для которой они будут использоваться. Ниже приведены различные типы:
Они обычно используются инженерами для обозначения отверстий в зеленой маске для пайки, уже нанесенной на печатную плату. Этот конкретный слой паяльной маски добавляется с помощью эпоксидной смолы или пленочного метода. Затем выводы компонентов припаиваются к плате с использованием отверстий, зарегистрированных с помощью масок.
Затем выводы компонентов припаиваются к плате с использованием отверстий, зарегистрированных с помощью масок.
Дорожки на верхней стороне платы называются верхними дорожками, а соответствующая используемая паяльная маска называется верхней маской. Идентичная верхней маске, нижняя маска используется для нижней стороны платы.
Наиболее экономичным вариантом среди масок для пайки является эпоксидная смола. Это полимер, нанесенный методом шелкографии на печатную плату. Шелкография относится к технике печати, в которой используется тканая сетка для поддержки рисунков, блокирующих чернила. Сетка позволяет идентифицировать открытые области для процесса переноса краски. Затем за этим этапом следует термическое отверждение.
LPI паяльные маски на самом деле представляют собой смесь двух разных жидкостей. Эти жидкости хранятся отдельно и смешиваются непосредственно перед нанесением слоя маски, чтобы обеспечить более длительный срок хранения. LPI также является одним из наиболее экономичных вариантов среди различных других типов.
LPI также является одним из наиболее экономичных вариантов среди различных других типов.
LPI используется для нанесения покрытия поливом, трафаретной печати и распыления. Эта маска представляет собой смесь различных полимеров и растворителей. С помощью этой маски можно сформировать тонкое покрытие, которое может прилипнуть к поверхности целевой области. После использования этой маски печатная плата, как правило, не требует какой-либо окончательной обработки поверхности, которая доступна в настоящее время.
В отличие от обычных эпоксидных красок, LPI чувствителен к ультрафиолетовому излучению. Панель должна быть покрыта маской, и после короткого «цикла отверждения до отлипа» печатная плата подвергается воздействию УФ-излучения с использованием УФ-лазера или процесса фотолитографии.
Перед нанесением маски панели очищают и проверяют на наличие признаков окисления. Это делается с помощью химического раствора, раствора оксида алюминия или взвешенной пемзы для очистки панелей.
Одним из самых популярных методов воздействия на поверхность панели ультрафиолетового излучения является использование пленочных инструментов и контактных принтеров. Верхний и нижний листы пленки печатаются с использованием эмульсии, чтобы заблокировать участки, которые необходимо спаять. Затем производственные панели и пленку фиксируют на месте с помощью инструментов на принтере и одновременно подвергают воздействию источника ультрафиолетового света.
В одном методе используется прямая визуализация с использованием лазера. Этот метод не требует инструментов или пленки, поскольку управление лазером осуществляется с помощью реперных маркеров, размещенных на медном шаблоне панели.
Маски LPI доступны в различных цветах, таких как зеленый, черный, красный, желтый, белый и синий.
Использование масок для пайки на сухой пленке с фотоизображением требует вакуумного ламинирования. Эта сухая пленка подвергается экспонированию, а затем проявляется. После проявления идентифицируются отверстия для создания шаблона, после чего компоненты припаиваются к медным площадкам. Монтажные платы с высокой плотностью монтажа больше всего выигрывают от применения сухих пленочных масок для пайки, поскольку они не заполняют сквозные отверстия.
После проявления идентифицируются отверстия для создания шаблона, после чего компоненты припаиваются к медным площадкам. Монтажные платы с высокой плотностью монтажа больше всего выигрывают от применения сухих пленочных масок для пайки, поскольку они не заполняют сквозные отверстия.
Независимо от типа используемой паяльной маски для печатных плат, полученная маска оставит после себя определенные открытые участки меди на печатной плате. Эти открытые участки должны быть покрыты подходящим покрытием для предотвращения окисления. Одним из самых популярных способов отделки поверхности является выравнивание припоем горячим воздухом (HASL). В зависимости от требований также могут использоваться другие виды отделки поверхности, такие как химическое никелирование, иммерсионное палладиевое золото (ENEPIG) и иммерсионное никелевое золото (ENIG). При необходимости в слое маски оставляются дополнительные отверстия для маски вставки. Эта пастообразная маска используется для прикрепления контактных площадок или других компонентов к плате в зависимости от используемого производственного процесса.
Чтобы узнать о черной прокладке, прочитайте, как обойти черную прокладку в отделке ENIG.
10 глав — 40 страниц — 45 минут чтения
Дизайн паяльной маски требует соблюдения определенных критериев. Вот несколько таких параметров на практике:
Когда переходное отверстие закрыто паяльной маской, чтобы оно не было видно, это называется тентованным переходным отверстием. В отличие от сквозного заполнения, здесь паяльной маской покрыто только кольцевое кольцо. Если отверстие полностью закрыто, это называется заполненным переходным отверстием или замаскированным переходным отверстием, в зависимости от метода, используемого для закрытия отверстия.
Тентирование переходных отверстий является популярным процессом, используемым для защиты печатных плат, и из-за соображений стоимости его выбирают вместо заполнения эпоксидной смолой или заглушки маской. Среди методов сквозного наложения наиболее экономичным является нанесение жидкой фотоизображаемой (LPI) паяльной маски. Чтобы обеспечить лучший тент, вы также можете использовать смоляную заливку, которая дороже.
Цель затененного переходного отверстия состоит в том, чтобы оставить меньше открытых токопроводящих площадок на поверхности печатной платы. Это сведет к минимуму короткие замыкания, возникающие во время соединения припоем в процессе сборки. Миграция пасты с контактных площадок SMT также снижается, что может произойти, когда переходные отверстия находятся на краях контактных площадок или в стандартных шаблонах BGA типа «собачья кость». Тентинг также сводит к минимуму вероятность повреждения переходного отверстия в результате воздействия рабочей среды.
Зазор паяльной маски — это допуск, определяющий, насколько близко паяльная маска может располагаться к элементам поверхности печатной платы. Цель этого допуска/зазора состоит в том, чтобы обеспечить адекватное расстояние, известное как припойные перемычки, между поверхностными элементами, на которые наносится припой. Это предотвращает образование паяных мостиков.
Обычно зазор паяльной маски должен составлять половину расстояния между проводниками. При использовании тонких токопроводящих рисунков размером менее 100 мкм зазор паяльной маски может быть меньше 50 мкм.
Площадки, определяемые паяльной маской, — это те, в которых отверстие маски меньше медной площадки, так что паяльная маска будет определять размер площадки, используемой в BGA. Изменения зазора маски будут определять размер медной контактной площадки.
Контактные площадки SMD и NSMD
Контактные площадки, определенные маской без припоя, включают зазор между контактной площадкой и маской.
В процессе изготовления паяльной маски необходимо учитывать допуски на подгонку, чтобы зазор в маске всегда был больше, чем контактные площадки припоя. Это необходимо для того, чтобы вся контактная площадка не содержала припойного резиста и чтобы обеспечить оптимальную пайку в соответствии с новыми версиями H.
Внешние слои печатной платы без маски называются отверстием паяльной маски. Его цель — подвергнуть схему воздействию олова (припоя). Это отверстие должно быть точным, иначе оно может привести к ненужному обнажению меди на плате, что приведет к коррозии и повреждению.
CAM-снимки отверстий паяльной маскиКак правило, производители предпочитают иметь отверстия паяльной маски 1:1 с медными контактными площадками, которые можно изменить в соответствии с соответствующим производственным процессом. Отверстие должно быть адаптировано к требованиям, иначе это может привести к обнажению заземляющего слоя рядом с контактной площадкой. Это может привести к короткому замыканию и должно быть предотвращено.
Программное обеспечение для автоматизации проектирования (EDA) обычно позволяет установить расстояние между элементами поверхности и паяльной маской платы. Эта спецификация обычно называется расширением паяльной маски и может принимать положительное, отрицательное или нулевое значение.
Когда между концом маски припоя и внешней окружностью открытой контактной площадки есть зазор, это называется положительным расширением маски припоя.
Если между маской припоя и контактной площадкой нет промежутка или зазора, значение равно нулю.
Когда паяльная маска перекрывает область контактной площадки, она имеет отрицательное значение.
CAM-снимок покрытия паяльной маскиТребования к паяльной маске определены в квалификационных и технических характеристиках IPC-SM-840 для постоянной паяльной маски и гибких покровных материалов.
Предполагаемое применение паяльной маски распределяет ее требования по различным категориям:
T – телекоммуникации
Эта категория состоит из телекоммуникационных устройств, компьютеров и оборудования, используемого в некритических военных приложениях. Слой паяльной маски и покрытие на платах этого класса подходят для высокопроизводительных промышленных и коммерческих продуктов. Для таких продуктов потребуется увеличенный срок службы, но перерыв в работе не приведет к опасным для жизни ситуациям.
H – высокая надежность/военный
Сюда входит оборудование, для которого прогрессивные требования к производительности имеют критический характер, а время простоя устройства недопустимо. Паяльная маска и покрытие на платах этого класса печатных плат предназначены для приложений, которые являются критическими по своей природе, и бесперебойная работа которых совершенно необходима.
FT – гибкие печатные платы (телекоммуникации)
Это относится к материалам покрытия, которые используются для гибких плат в телекоммуникационном оборудовании.
FH – гибкие печатные платы (высокая надежность/военные)
Это относится к материалам покрытия, которые используются для гибких печатных плат, которые требуются в военных приложениях, требующих высокой надежности.
Материалы гибкого покрытия были добавлены к редакции «E» стандартов IPC. Требования к материалам паяльной маски соответствуют трем классам IPC для плат без покрытия:
Упомянутые выше требования к паяльной маске касаются таких параметров, как твердость, срок годности, воспламеняемость и адгезия к плате. В нем также указывается устойчивость к пайке, биологическому росту, влаге и химическим веществам, таким как флюсы, чистящие средства и растворители. Еще одним важным соображением является выбор матовой или атласной поверхности вместо глянцевой или полуглянцевой. Это помогает свести к минимуму образование пузырей припоя и уменьшить блики во время ручных процессов и проверок. В закупочных документах или производственных чертежах обычно указывается, соответствует ли оборудование стандартам IPC-6012. Когда этот стандарт заявлен для соответствия, паяльная маска подпадает под действие IPC-6012, раздел 3.7.
Слой паяльной маски выполняет множество важных функций, как указано ниже:
Ниже представлен процесс нанесения слоя паяльной маски на печатную плату:
Плата очищается от грязи и других загрязнений, а затем поверхность платы высушивается.
Затем плата загружается в вертикальную установку для нанесения покрытий на паяльную маску. Толщина покрытия определяется такими факторами, как надежность, необходимая для печатной платы, и область, в которой она будет использоваться. Толщина паяльной маски будет варьироваться, когда дело доходит до добавления на различные участки печатной платы, такие как дорожки, медная фольга или подложка. Толщина этого маскирующего слоя будет зависеть от возможностей оборудования и производственных возможностей печатной платы.
Этот этап отличается от полного отверждения, поскольку предварительное отверждение направлено на то, чтобы сделать покрытие относительно твердым на плате. Это облегчает удаление нежелательного покрытия, которое, в свою очередь, может быть легко удалено с печатной платы на этапе разработки.
Визуализация выполняется с помощью фотопленки, на которую лазером наносится область паяльной маски. Эта пленка выравнивается по отношению к панели, которая уже покрыта краской для припоя и высушена до отлипа. Во время этого процесса визуализации пленка, совмещенная с панелью, подвергается воздействию УФ-излучения. При получении УФ-излучения непрозрачная область позволяет УФ-свету проходить через пленку, и, таким образом, краска под непрозрачной поверхностью полимеризуется (затвердевает).
В случае получения изображения LDI фотопленки не требуются, поскольку УФ-лазер напрямую затвердевает на тех участках платы, которые должны удерживать чернила паяльной маски.
Затем печатная плата погружается в проявитель, чтобы очистить ненужную паяльную маску и обеспечить точное обнажение требуемой медной фольги.
Окончательное отверждение необходимо, чтобы чернила паяльной маски были доступны при монтаже на поверхность печатной платы. Затем платы, покрытые паяльной маской, необходимо очистить перед дальнейшими процессами, такими как нанесение покрытия на поверхность.
В последнее десятилетие при производстве печатных плат для создания номенклатурной маркировки преимущественно использовались струйные системы. Однако в последние годы технологии развились, что позволяет производителям печатать паяльную маску непосредственно на поверхности платы или панели. Это также иногда называют прямой струйной обработкой (DJ), когда маскирующие чернила наносятся на поверхность печатной платы в соответствии с проектными данными. Прямая струйная обработка осуществляется с помощью пьезоэлектрической головки.
По сравнению с методом, основанным на фотолитографии, метод DJ сокращает большинство этапов процесса, что дает следующие преимущества:
Нанесение паяльной маски на печатную плату — это процесс, требующий значительных технических знаний и навыков. Чтобы предотвратить брак платы и отказ из-за таких проблем, как неадекватные или избыточные рельефы, вам необходимо выбрать производителя печатных плат, который может справиться с этим процессом без ошибок.
Хотите узнать больше о слое паяльной маски? Дайте нам знать об этом в комментариях!
8 глав — 23 страницы — 35 минут чтения
Где купить
Паяльная маска Chemask для защиты печатных плат, сквозных отверстий с покрытием, контактов, контактов, штырей, клемм и золотых контактов во время пайки волной припоя. Они обеспечивают кратковременную высокотемпературную защиту от расплавленного припоя до 515ºF/268ºC. Все маски для пайки не воспламеняются, не загрязняют окружающую среду и не оставляют следов ионов или коррозии. Паяльные маски Chemask доступны в удобных бутылках для точного применения или в галлонах для автоматизированных применений.
Chemask WF можно удалить в системе периодической или встроенной очистки, она не забивает фильтры и не повреждает слои ионных фильтров. Отслаивающиеся маски для пайки обычно используются в нечистых средах для пайки или сборщиками печатных плат, которые очищают растворителями. Отслаивающиеся маски обычно используются для маскировки контактных зон и поверх химически чувствительных компонентов в процессах конформного покрытия.
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОНЯТЬ РУКОВОДСТВО ПО ВЫБОРУ МАСКИ
Фильтры
Chemask Peelable Solder Mask
Быстроотверждаемое отслаивающееся средство для временной маскировки припоя
Посмотреть детали
Chemask NA – неаммонизированная паяльная маска
Высокотемпературная отслаивающаяся временная маска, безопасная для использования на чувствительных металлах
Посмотреть детали
Chemask HV — Отслаивающаяся паяльная маска высокой вязкости
Высоковязкое отслаивающееся средство для временной маскировки припоя
Посмотреть детали
Chemask LF — бессвинцовая паяльная маска
Высокотемпературная отслаивающаяся временная маска, идеально подходящая для бессвинцовых применений
Посмотреть детали
Chemask WF – Маска для припоя, фильтруемая водой
Низкопенящееся, фильтруемое водой средство для временной маскировки припоя
Посмотреть детали
Больше продуктовМеньше продуктов
Нет товаров, соответствующих вашим фильтрам. Обновите фильтры или свяжитесь с нами для получения помощи.
Ни одна из наших масок не содержит силикона и не оставляет следов.
Паяльная маска спроектирована так, чтобы выдерживать температуру расплавленного припоя в течение очень короткого времени (около секунды), когда она подвергается воздействию в типичном процессе пайки волной припоя. Большинство имеющихся в продаже масок должны выдерживать температуры плавления свинцовых и бессвинцовых припоев до 650°F (343°C). По мере увеличения времени выдержки, как в печи для оплавления, увеличивается вероятность того, что маска будет пузыриться, обугливаться и становиться хрупкой. Как долго маска может выдерживать экстремальные температуры, зависит от толщины валика и типа маски.
Временная паяльная маска предназначена именно для того, чтобы быть временной. Производители паяльных масок, такие как Chemtronics, всегда рекомендуют снимать маску, потому что нет тестов, подтверждающих иное. Если вы решите оставить паяльную маску в качестве постоянной части печатной платы, вам придется провести собственное функциональное тестирование и тестирование надежности, чтобы убедиться, что она не вызывает проблем.
Нет, временная паяльная маска не оставит после себя ионного остатка, который может привести к росту дендритов и поломке платы.
Отслаивающаяся маска обычно удаляется вручную или пинцетом. Находчивые инженеры придумали устройства с вращающимися щетками и другие творческие методы, но в продаже нет оборудования для ускорения этого процесса. Моющаяся маска спроектирована таким образом, чтобы ее можно было удалить в водной встроенной или периодической системе промывки. Если вы используете замкнутую систему, которая фильтрует и рециркулирует промывочную воду, убедитесь, что вы используете маску, совместимую с вашими физическими фильтрами и ионными слоями. Если вы испытываете пенообразование, это указывает на то, что либо слишком много материала маски возвращается в вашу систему очистки, либо он взаимодействует с растворенным флюсом в той же промывочной воде. Обычно это решается заменой промывочной воды свежей деионизированной водой, но в качестве временного решения можно добавить пеногаситель.
Если вы представляете точечную маску как жидкую малярную ленту, применение становится более интуитивно понятным:
Точечная маска может наноситься вручную, распределяться с помощью пневматической системы или печататься трафаретом. Для нанесения вручную с помощью флакона-дозатора:
При попытке избежать поломки необходимо учитывать следующие факторы: 1) Отверждение — частично отвержденная маска будет иметь тенденцию ломаться или оставлять следы. 2) Температура и продолжительность экстремально высокой температуры. Маска предназначена для пайки волной припоя, что составляет около секунды воздействия температуры расплавленного припоя (обычно 550–650 °F). Если маску отправить через печь оплавления, продолжительность будет намного больше, что может привести к большей хрупкости маски. Если маска подвергается воздействию высокотемпературного припоя (например, серебра), это также может привести к большей хрупкости. 3) Метод нанесения. При нанесении вручную мы рекомендуем держать бутылку под углом примерно 60°, а не вертикально под углом 9°.0°. Это имеет тенденцию наносить материал в виде толстого одеяла на области, которые нужно замаскировать. Когда бутылку держат под углом 90°, маска обычно наносится тоньше и проталкивается через отверстия и вокруг компонентов. Эти тонкие области с большей вероятностью станут хрупкими и останутся позади, а маску, вставленную в отверстия и вокруг компонентов, будет труднее удалить, поэтому с большей вероятностью она сломается.
Больше часто задаваемых вопросов Меньше часто задаваемых вопросов
Временные маски для точечной пайки Chemtronics Chemask обычно наносятся вручную при выполнении операций по маскированию на рабочем столе. Для крупномасштабных производственных операций маска Chemask WF Water-Filterable Mask (деталь № CWF8) может быть напечатана методом трафаретной печати на больших участках печатной платы. В то время как трафаретная печать имеет потенциал для рисования …
Читать это сообщение
Что такое временная паяльная маска? Временная паяльная маска (также называемая «точечной маской») используется каждый день при сборке электронных плат. Паяльная маска предназначена для защиты сквозных отверстий или переходных отверстий при пайке волной припоя. Он должен выдерживать экстремальные температуры пайки и …
Прочтите это сообщение
В этом посте мы расскажем, как компания Electronics Manufacturing Services (EMS), базирующаяся в Вашингтоне, смогла открыть свои производственные мощности для потенциального дополнительного дохода в размере 520 000 долларов США в год. Кроме того, они смогли сэкономить 208 часов в год на рабочей силе и 2070 долларов в год на.